Lötverbindung: Unterschied zwischen den Versionen
Hakan (Diskussion | Beiträge) (→Entlastung der Lötverbindung:) |
Dg (Diskussion | Beiträge) |
||
| Zeile 72: | Zeile 72: | ||
*Blei, Zink, Kupfer; Kupferlegierungen, Aluminium | *Blei, Zink, Kupfer; Kupferlegierungen, Aluminium | ||
| − | === Hartlöten | + | === Hartlöten === |
Das Hartlöten wird zum Verbinden höher belasteter Verbindungen eingesetzt. | Das Hartlöten wird zum Verbinden höher belasteter Verbindungen eingesetzt. | ||
| Zeile 83: | Zeile 83: | ||
Welche metallischen Werkstoffe kann man Hartlöten: | Welche metallischen Werkstoffe kann man Hartlöten: | ||
| − | *Unlegierte Stähle, Temperguss, Gusseisen, Aluminium, Kupfer | + | *Unlegierte Stähle, Temperguss, [[Gusseisen]], [[Aluminium]], [[Kupfer]] |
| − | === Hochtemperaturlöten | + | === Hochtemperaturlöten === |
Das Hochtemperaturlöten wird meist zum Fügen von thermisch und mechanisch hochbelasteten Bauteilen aus Keramik oder Edelstahl | Das Hochtemperaturlöten wird meist zum Fügen von thermisch und mechanisch hochbelasteten Bauteilen aus Keramik oder Edelstahl | ||
verwendet.Es ist bei diesem Verfahren möglich, die Zugfestigkeit bei Edelstahlverbindung bis zu 500 N/mm² zu erreichen. | verwendet.Es ist bei diesem Verfahren möglich, die Zugfestigkeit bei Edelstahlverbindung bis zu 500 N/mm² zu erreichen. | ||
| + | |||
Bei diesem Verfahren wird kein Flussmittel verwendet, da man unter Luftabschluss lötet.Es werden Lote verwendet, deren Arbeitstemperatur oberhalb von 900°C liegen. Deshalb kommen Lotwerkstoffe wie Kupfer-, Nickel- und Kobaltlote zum Einsatz. | Bei diesem Verfahren wird kein Flussmittel verwendet, da man unter Luftabschluss lötet.Es werden Lote verwendet, deren Arbeitstemperatur oberhalb von 900°C liegen. Deshalb kommen Lotwerkstoffe wie Kupfer-, Nickel- und Kobaltlote zum Einsatz. | ||
Die Lötverbindungen werden in einem geschlossenen Vakuumöfen oder in Schutzgasöfen hergestellt. | Die Lötverbindungen werden in einem geschlossenen Vakuumöfen oder in Schutzgasöfen hergestellt. | ||
Version vom 9. Juni 2008, 15:56 Uhr
.
Inhaltsverzeichnis
- 1 Was ist Löten?
- 2 Vor- und Nachteille des Lötens
- 3 Einteilung der Lötverbindung
- 4 Lötverfahren
- 5 Lötvorgang
- 5.1 Die Werkstücke müssen an den Verbindungsstellen gereinigt werden.
- 5.2 Ein Flussmittel ist zuzugeben.
- 5.3 Die Werkstücke sind passgerecht zusammenzufügen
- 5.4 Die Werkstücke sind an der Fügestelle zu erwärmen.
- 5.5 Das Lot wird zu gegeben.
- 5.6 Die Verbindungsstelle abkühlen lassen.
- 5.7 Die Flussmittelrückstände sind zu entfernen.
- 6 Temperaturen beim Löten
- 7 Abhängige Faktoren
- 8 Einflussgrößen auf die Lötbarkeit eines Bauteils
- 9 Lötstellenvorm
- 10 Gestaltung der Lötverbindungen
Was ist Löten?
Löten ist ein thermisches Verfahren bei dem eine stoffschlüssige Verbindung zwischen einem Grundwerkstoff und einem metallischen Zusatzwerkstoff (Lot) hergestellt wird. Die Grundwerkstoffe bleiben dabei in festen zustand nur das zugeführte Lot geht in den flüssigen Zustand über. Die Schmelztemperatur des Lotes liegt deshalb immer unterhalb der Schmelztemperaturen der zu lötenden Grundwerkstoffe. Voraussetzung für das Löten sind metallisch reine Oberflächen der Fügeteile. Ein mechanisches Reinigen ist notwendig reicht aber nicht aus, daher werden Flussmittel eingesetzt um die restlichen oder sich neu bildenden Oxydschichten zu beseitigen. Beim Löten ist die Materialpaarung von Bedeutung. Sie ist unter anderem von folgenden Faktoren abhängig:
- Benetzung des Lotes auf dem Bauteil
- Kapillarwirkung des Lotes in einem Spalt
- Entstehung von Bindungen zwischen den Stoffen
Fehlerquellen beim Löten
Anfänger machen beim Löten eine Reihe typischer Fehler, welche die Qualität der hergestellten Verbindung beeinträchtigen. Das heißt, die elektrische Verbindung ist schlecht (Wackelkontakt) und die mechanische Festigkeit gering (Gefahr des Abreißens).
Beispiele:
- Die Arbeitstemperatur der zu lötenden Teile sind nicht erreicht. ( kalte Lötstelle)
- Die zu verlötenden Teile sind nicht ausreichend sauber (blank):
- Die korrosionsbefreiende Wirkung des Flußmittels im Lötzinn reicht nicht aus.
- Nach Wegnehmen des Lötkolbens werden die zu verbindenden Teile bewegt, bevor das Lötzinn kalt und erstarrt ist.( risse im Lot)
- Nach dem Lötvorgang werden die Flussmittelrückstände nicht entfernt.( wirken korrodierend)
Das sind die häufigsten Fehlerquellen beim Löten, die gleichzeitig die Einflussgrößen beim Löten eines Bauteils beeinträchtigen.
Wann wird gelötet?
Eine Lötverbindung kommt in Betracht, wenn metallische Werkstoffe miteinander verbunden werden sollen. Es entsteht eine dichte, saubere und glatte Verbindungsstelle. In vergleich zum Schweißen ergeben sich einige besondere Vorzüge. Es können unterschiedliche Metalle miteinander verbunden werden. Die Arbeitstemperatur ist niedriger, die Erwärmung kürzer. Dadurch werden Gefügeveränderungen und Wärmeverspannung in den Werkstück weitgehend vermieden. Außerdem verziehen sich dünne Bauteile nicht so sehr wie beim Schweißen. Es sind jedoch auch Nachteile festzustellen. Festigkeit und Temperaturbeständigkeit einer Lötstelle sind begrenzt.
Vor- und Nachteille des Lötens
Vorteile:
- geringere Wärmeinbringung
- geringerer Verzug
- es können unterschiedliche Werkstoffe verbunden werden
- gute Wärmeleitfähigkeit der Verbindung
- gute elektrische Leitfähigkeit der Verbindung
- die Lötstellen müssen nicht zugänglich sein
- die Lötstellen müssen nicht zugänglich sein
- größere Toleranzen der Fügeteile möglich
- filigrane Fügeteile ohne Beschädigung lötbar
- keine Veränderung der Festigkeit durch Alterung
- keine Veränderung der Grundwerkstoffe durch niedriger Arbeitstemperatur
- automatisierbar
- es können mehrere Lötverbindungen gleichzeitig an einem Werkstück hergestellt werden
Nachteile:
- reduzierte Festigkeit der Lötstelle
- zusätzlicher Arbeitsgang der Oberflächenvorbereitung
- ausrichten nach dem Löten nicht möglich
- es ist fast immer eine Überlappung erforderlich
- galvanische Korrosion durch unterschiedliche Potentiale der Verbindungspartner ( besonders bei Aluminium)
- Nachbehandlung notwendig
- Lote meist teure Werkstoffe
Einteilung der Lötverbindung
Nach der Arbeits- bzw. Schmelztemperatur unterscheidet man folgende Lötverfahren.. .
- Weichlöten ( unter 450 °C )
- Hartlöten (über 450 °C)
- Hochtemperaturlöten ( über 900 ° C ) (im Vakuum oder unter Schutzgas; siehe DIN 8505 )
Ob eine Verbindung weich oder hart zu löten ist, richtet sich nach der erforderlichen Festigkeit der Lötnaht und nach dem zu verbindenden Grundwerkstoffen.
Weichlöten :
Das Weichlöten wird zum Verbinden von mechanisch nicht hoch belasteten Verbindungen bei gleichzeitiger Funktion der elektrischen Leitung oder des Dichtens der Verbindungen eingesetzt. Die Festigkeit der Lötverbindung nimmt mit der Dauer der Belastung ab, da Weichlote unter Last kriechen. Die erzielbare Scherfestigkeit liegt bei 2 N/mm² und die Zugfestigkeit bis 4 N/mm².
Wichtige Anwendungsbeispiele für das Weichlöten sind:
- Kupferrohrlötung mit Kapillarlötfittings in der Kalt- und Warmwasserinstallation
- Löten von Kupferblechen , verzinkten Stahlblechen und Titanzinkblechen in der Klempnerei.
- In der Auto- und Elektroindustrie
Welche metallischen Werkstoffe kann man Weichlöten:
- Blei, Zink, Kupfer; Kupferlegierungen, Aluminium
Hartlöten
Das Hartlöten wird zum Verbinden höher belasteter Verbindungen eingesetzt. Scherfestigkeit bis ca. 100 N/mm²; Zugfestigkeit bis ca. 200 N/mm².
Wichtige Anwendungsbeispiele für das Hartlöten sind:
- Verbinden von Metallrohren für Gas-, Warmwasser- und Heizungsinstallation
- Löten von Blechen , Kühlern und Scheinwerfereinsätze im Fahrzeugbau
- Auflöten von Hartmetallschneidplatten auf Drehmeißel, Fräser und Kreissägeblätter
Welche metallischen Werkstoffe kann man Hartlöten:
Hochtemperaturlöten
Das Hochtemperaturlöten wird meist zum Fügen von thermisch und mechanisch hochbelasteten Bauteilen aus Keramik oder Edelstahl verwendet.Es ist bei diesem Verfahren möglich, die Zugfestigkeit bei Edelstahlverbindung bis zu 500 N/mm² zu erreichen.
Bei diesem Verfahren wird kein Flussmittel verwendet, da man unter Luftabschluss lötet.Es werden Lote verwendet, deren Arbeitstemperatur oberhalb von 900°C liegen. Deshalb kommen Lotwerkstoffe wie Kupfer-, Nickel- und Kobaltlote zum Einsatz. Die Lötverbindungen werden in einem geschlossenen Vakuumöfen oder in Schutzgasöfen hergestellt.
Wichtige Anwendungsbeispiele für das Hochtemperaturlöten sind :
- Luft- und Raumfahrttechnik
Welche metallischen Werkstoffe kann man Hochtemperaturlöten:
- Nickel, Titan, Zirkonium, Cobalt, Stähle
Lötverfahren
- Kolbenlöten
- Flammlöten
- Badlöten
- Elektrisches Widerstandslöten
- Induktionslöten
- Strahllöten
- Diese 6 Lötverfahren findest du hier im Externen Link [1]
Lötvorgang

Der Lötvorgang wird in folgenden Arbeitsschritten durchgeführt:
Die Werkstücke müssen an den Verbindungsstellen gereinigt werden.
- Die Grundwerkstoffe müssen metallisch rein sein.
Das Lot kann sein Zweck nur dann erfüllen, wenn es mit den Werkstoff der Fügeteile eine Verbindung eingeht. Das Schmelzflüssige Lot muss hierzu die Werkstücke an den Verbindungsstellen benetzen. Beim Löten kann eine Benetzung durch das Lot nur dann erreicht werden, wenn an der Verbindungsstelle Verunreinigung ( z. B. Fett, Farbe, Schmutz usw.) entfernt werden. Außerdem ist zu beachten, dass durch Einwirken des Luftsauerstoffs Oberflächen unedler Metalle mit einer Oxidschicht überzogen sind. Diese Oxidschicht verhindert eine Benetzung des Grundwerkstoffes. Das Lot perlt auf der Oberfläche ab und haftet daher nicht. Die Reinigung der Werkstücke erfolgt durch Entfernung der Oxidschicht mit einer Feile, Stahlwolle oder mit Schmirgelpapier
Ein Flussmittel ist zuzugeben.
- Flussmittel lösen Oxidschichten auf Metalloberflächen auf und verhindern die Oxidation während der Lötvorgang.
Da sich nach der Reinigung der Oberfläche sofort wieder eine hauch dünne Oxidschicht bildet, muss zusätzlich ein Flussmittel aufgetragen werden. Durch das Flussmittel bleiben die Fügeflächen oxidfrei, so das das zugegebene flüssige Lot die Metalloberflächen benetzen kann. Dann weicht das Flussmittel vor dem flüssigem Lot zurück. Es kommt zum schnellen und großflächigen Ausbreiten, dem Fliesen des Lotes.

Nur das Rohrende mit den Flussmittel bestreichen.1
- Flussmittel.jpg
Wirkungsweise von Flussmitteln.2

Die Werkstücke sind passgerecht zusammenzufügen

Die Werkstücke werden so zusammengefügt, dass zwischen ihnen ein kleiner Spalt verbleibt. Beim Löten muss das schmelzflüssige Lot in diesen Spalt eindringen. Infolge von Kapillarwirkung wird das Lot auch entgegen der Schwerkraft in den Lötspalt gezogen.
Die Werkstücke sind an der Fügestelle zu erwärmen.
- Erwärmen der Werkstücke auf Arbeitstemperatur
Eine einwandfrei Lötung ist dann erreicht, wenn sich das Lot im Spalt ausbreitet und ihn vollständig ausfüllt. Dazu müssen die Werkstücke an der Verbindungsstelle gleichmäßig auf eine bestimmte Temperatur, die Arbeitstemperatur, erwärmt werden. Die Arbeitstemperatur ist die niedrigste Oberflächentemperatur an der Lötstelle, bei der das Lot benetzt, fließen und am Grundwerkstoff binden kann. Sie richtet sich im Wesentlichen nach der Schmelztemperatur des benutzten Lotes. Unterhalb der Arbeitstemperatur ergibt sich keine Bindung zwischen lot und Grundwerkstoff. Man spricht von einer ,, kalten Lötstelle”. Die Arbeitstemperatur kann jedoch überschritten werden. Zum Löten steht also Temperaturbereiche zur Verfügung, der von der Arbeitstemperatur bis zu maximalen Löttemperatur reicht. Oberhalb dieser Temperatur ist ein gutes Löten nicht mehr möglich, weil Bestandteile des Lotes verbrennen, das Flussmittel unwirksam wird und beim Grundwerkstoff Grobkorn- bildung auftreten kann. Für den Unerfahrenen ist es schwierig. Dass Erreichen der Arbeitstemperatur festzustellen. Wird das zum Löten passende Flussmittel verwendet, so zeigt das Verdampfen des Flussmittels das erreichen der Arbeitstemperatur an. Beim Weichlöten ist die Arbeitstemperatur gleichfalls erreicht, wenn der Lötdraht außerhalb der Lötflamme beim Antupfen an das erwärmte Werkstück abschmilzt.

Mit der Flamme gleichmäßig erwärmen.1
- Löttemperatur bereich.jpg
Darstellung der Temperaturbereiche.2

Das Lot wird zu gegeben.
- Je stärker die Legierungsbildung ist, umso höher ist die Festigkeit der Verbindung.
Bei Erreichen der Arbeitstemperatur wird das Lot an den Grundwerkstoff geführt und an diesem geschmolzen. Durch Kapillarwirkung dringt das Flüssige Lot in den Lötspalt ein. Es lösen sich die Atome des festen Grundwerkstoffes von ihren Plätzen und vermischen sich mit den ebenfalls vordringenden Atomen des schmelzflüssigen Lotes. Diesen Vorgang nennt man Diffusion. An der Grenzfläche des Grundwerk- stoffes entsteht dadurch eine Legierung aus Grundwerkstoff und Lot. Mit höherer Temperatur verstärkt sich die Diffusion. Dies ist ein Grund dafür, dass beim Hartlöten eine höhere Festigkeit erreicht wird. Lote können ihren Zweck nur erfüllen, wenn sie im schmelzflüssigem Zustand besonders dünnflüssig sind, einen Schmelzpunkt haben, der unter denen der Grundwerkstoffe liegt, sich mit anderen metallischen Werkstoffen gut verbinden. Diffusion :ist ein physikalisches Prozess, der zu einer gleichmäßigen Verteilung von Teilchen und somit vollständigen Durchmischung zweier Stoffe führt.

Lot am Lötspalt abschmelzen.1
- Lötvorgang.jpg
Lötvorgang beim Löten.2

Die Verbindungsstelle abkühlen lassen.
Ist das Lot in den Lötspalt eingedrungen und hat eine Bindung mit den Grundwerkstoff erreicht, dann wird die Wärmezufuhr beendet. In den Fügeteilen ist die wärme noch gespeichert, dadurch erstart das Lot nicht umgehend. Nach einer bestimmten kurzen warte Zeit, sinkt die Temperatur der Fügeteile und das Lot verfestigt sich . In diesem Zeitraum darf das Werkstück keine Erschütterungen ausgesetzt sein, da sonst in den Verbindungen Risse entstehen Können
Die Flussmittelrückstände sind zu entfernen.
- Flussmittel wirken Korrodierend und sollten nach den Lötarbeiten entfernt werden.
Das Lot verdrängt das Flussmittel und die darin gelösten Metalloxide aus den Lötspalt. Diese Rückstände setzen sich außerhalb des Lötspaltes ab und verursachen Korrosion. Diese Rückstande sollten entfernt werden durch einen Lappen, Bürste, Abbeizen oder Wasser. In der Wasser- und Lebensmittelinstallation werden Flussmittel verwendet, deren Rückstände wasserlöslich sind.
Temperaturen beim Löten
- Schmelzbereich:
Temperaturbereich des Lotes zwischen Liquidus - und Solidustemperatur.
- Arbeitstemperatur:
Niedrigste Oberflächentemperatur des Werkstückes an der Lötstelle (Liquidustemperatur).
- Maximale Löttemperatur ( Grenze):
Ausdampfen.
- Bindetemperatur:
Unterste Grenze der Benetzungstemperatur, 50....100°C unter der Arbeitstemperatur.
- Wirktemperatur des Flussmittels:
Temperatur, bei der die Benetzung der Oberfläche durch Lot ermöglicht wird.
- Benetzungstemperatur:
Temperatur, bei der sich das Lot wie eine Flüssigkeit verhält. ( Adhäsion, Kapillarwirkung)
- Oberer Grenze der Löttemperatur:
- Übermäßiges Kornwachstum
- Zersetzung des Flussmittels
Abhängige Faktoren
Beim Löten ist die Materialpaarung von großer Bedeutung. Sie ist unter anderem von folgenden Faktoren abhängig.
- Benetzung des Lotes auf dem Bauteil
- Kapillarwirkung des Lotes in einem Spalt
- Entstehung von Bindungen zwischen den Stoffen
Benetzung :
- Die Grundwerkstoffe müssen metallisch rein sein .

Das Lot kann sein Zweck nur dann erfüllen, wenn es mit den Werkstoff der Fügeteile eine Verbindung eingehtDas Schmelzflüssige Lot muss hierzu die Werkstücke an den Verbindungsstellen benetzen. Beim Löten kann eine Benetzung durch das Lot nur dann erreicht werden,wenn an der Verbindungsstelle Verunreinigung (z. B. Fett, Farbe, Schmutz usw.)entfernt werden. Außerdem ist zu beachten, dass durch Einwirken des Luftsauerstoffs wird die Oberflächen von unedler Metalle mit einer Oxidschicht überzogen sind. Diese Oxidschicht verhindert eine Benetzung des Grundwerkstoffes. Das Lot perlt auf der Oberfläche ab und haftet daher nicht. Die Reinigung der Werkstücke erfolgt durch Entfernung der Oxidschicht mit einer Feile, Stahlwolle oder mit Schmirgelpapier
Kapillarwirkung :
- Je enger der Spalt ist, umso größer ist die Kapillarwirkung.
Das Aufsteigen oder Hochsaugen von Flüssigkeiten in engen Spalten entgegen der Schwerkraft ist auf die Kapillar- oder Haarröhrchenwirkung zurückzuführen. Die Molekühle des Wassers ziehen sich durch die Adhäsion an den eng gegenüber- liegenden Wandungen des Spaltes nach oben. Das Wasser steigt soweit, bis sich die Adhäsionskraft und die Gewichtskraft der hängenden Wassersäule im Gleichgewicht befinden. Dort, wo der Spalt eng ist, wird eine größere Höhe erreicht, wo der Spalt breit ist, dagegen eine geringere. Diese Wirkung tritt nur bei benetzenden Flüssigkeiten auf. Nur dann überwiegt die Adhäsion gegenüber der Kohäsion.
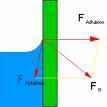
Kapillarkräfte
Kapillarspalt

Schematische Darstellung



Bindungen :
- Je stärker die Legierungsbildung ist, umso höher ist die Festigkeit der Verbindung.
Bei Erreichen der Arbeitstemperatur wird das Lot an den Grundwerkstoff geführt und an diesem geschmolzen. Durch Kapillarwirkung dringt das Flüssige Lot in den Lötspalt ein. Es lösen sich die Atome des festen Grundwerkstoffes von ihren Plätzen und vermischen sich mit den ebenfalls vordringenden Atomen des schmelzflüssigen Lotes. Diesen Vorgang nennt man Diffusion. An der Grenzfläche des Grundwerk- stoffes entsteht dadurch eine Legierung aus Grundwerkstoff und Lot. Mit höherer Temperatur verstärkt sich die Diffusion. Dies ist ein Grund dafür, dass beim Hartlöten eine höhere Festigkeit erreicht wird. Lote können ihren Zweck nur erfüllen, wenn sie:
- im schmelzflüssigem Zustand besonders dünnflüssig sind,
- einen Schmelzpunkt haben, der unter denen der Grundwerkstoffe liegt,
- sich mit anderen metallischen Werkstoffen gut verbinden.
- Diffusion :ist ein physikalisches Prozess, der zu einer gleichmäßigen Verteilung von Teilchen und somit vollständigen Durchmischung zweier Stoffe führt.
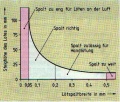
Einflussgrößen auf die Lötbarkeit eines Bauteils

- Die Eigenschaften eines gelöteten Bauteils werden von mehreren Einflussfaktoren bestimmt.
Lötbarkeit ist die Eigenschaft eines Bauteils, durch Löten derart hergestellt werden zu können, dass es die gestellten Forderungen erfüllt ( DIN 8514-1). Ein Beurteilungssystem wie hier dargestellt, in das alle Einflussfaktoren eingeordnet sind ,soll uns erleichtert die Frage zu stellen,ob ein Fügeproblem durch Anwenden des Lötens gelöst werden kann. Dabei sind die Einzelnen Faktoren zu beurteilen und zu bewerten. Die Löteignung als eine planbare Werkstoffeigenschaft. Die Lötmöglichkeit als eine planbare Fertigungs- bzw. Verfahrenseigenschaft, bei der auch die Wirtschaftlichkeit eine große Rolle spielt. Die Lötsicherheit als eine planbare Konstruktionseigenschaft und die sich daraus ergebende Festigkeitseigenschaft. Zwischen diesen drei Eigenschaften besteht eine mehr oder weniger starke Abhängigkeit. Änderungen einer dieser Größen können zu Wechselwirkungen mit den anderen beiden Größen führen. Erhöht sich z.B. die Beanspruchung eines gelöteten Bauteils, so müssen möglicherweise andere Grundwerkstoffe und Lote gewählt werden.
Lötstellenvorm
Auftragslöten:
Beschichtung der Oberflächen mit Lotwerkstoff..
Fugenlöten:
Spaltweiten größer als 0,5 mm V- oder X- Form- vorzugsweise für Hartlöten geeignet.
Spaltlöten:
Der Lötspalt hat eine konstante Weite zwische 0,05mm und 0,2mm, ausnahmsweise 0,25mm.
Kontaktlöten:
Hochtemperaturlöten im Vakuumofen.Bei sehr geringen Spaltbreiten ergeben sich hohe Featigkeiten.
Gestaltung der Lötverbindungen
.
Überlappen:
- Durch Überlappen der Werkstücke wird eine hohe Festigkeit der Lötverbindung erreicht.
Eine einwandfreie Lötverbindung kann nur zustande kommen, wenn die Verbindung lötgerecht gestaltet ist. Zum einen ist ein geeigneter Lötspalt einzuhalten, zum anderen ist zu berücksichtigen, dass die Verbindung umso haltbarer ist, je größer die Berührungsflächen sind. Bei dünnwandigen Bauteilen soll die Überlappungslänge in der Regel das Drei- bis Sechsfache der Wanddicke des dünneren Werkstückes betragen. Zu große Einstecktiefen bzw. Überlappungen sind nicht sinnvoll. Die Belastbarkeit der Verbindungen kann nicht weiter gesteigert werden. Außerdem besteht die Gefahr, dass Teile des Flussmittels eingeschlossen werden oder Binde- fehler entstehen.
Kostruktionsbeispiele:
- Darstellung technisch wichtiger Beispile.



Lötspaltverhalten:
.
- Die erforderliche Lötspaltbreite b muss bei der Arbeitstemperatur vorhanden sein.
Der Lötspalt soll parallel oder in Lötflussrichtung enger werdend verlaufen.
RT= Raumtemperatur AT= Arbeitstemperatur
Lötflussverhalten:
.
- Lötspalt darf nicht unterbrochen werden. Lot kann Spalterweiterung nicht überbrücken.
Lötfließweg wird durch eingelegten Lotdrahtring halbiert. Steigerung der Festigkeit durch achsparallele Rändelspalte. Lot fließt von innen nach außen, Flussmittel kann entweichen.
Entlastung der Lötverbindung:
.
- Bei weichgelöteten Verbindungen Kraftentlastung der Lötnähte durch Formschluss der Bauteile. Lötnähte übernehmen z.B. nur Dichtfunktion und nicht die Kraftübertragung.
Kraftübertragung:
{kind=link}
- Um die Festigkeit des Grundwerkstoffes zu erreichen, genügt: lü= ( 3...6) t. Bei hoher Beanspruchung allmählicher Übergang günstiger.
Erhöhung der Festigkeit Steckverbindung bei Biegebeanspruchung günstig. Verbesserung der Dauerfestigkeit durch allmählichen Übergang. Durch Steifigkeitserhöhung im Nahtbereich und allmähliche Übergänge können Spannungsspitzen abgebaut und in die Bauteile verlagert werden.