Nietverbindungen: Unterschied zwischen den Versionen
D.Vagt (Diskussion | Beiträge) (→Dimensionierung) |
(→Powerpoint Präsentation über Nietverbindungen) |
||
| (562 dazwischenliegende Versionen von 11 Benutzern werden nicht angezeigt) | |||
| Zeile 1: | Zeile 1: | ||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
== Allgemeines == | == Allgemeines == | ||
| − | + | Das Nieten gehört zum Festigkeitsverfahren Fügen nach DIN 8593-0, wobei der Formschluss durch Umformen erreicht wird. Nietverbindungen erfordern einen hohen maschinellen Aufwand bei erheblichen Personalkosten. Daher werden diese wenn möglich durch Schweißverbindungen abgelöst, wie z.B. beim Druckbehälterbau. Eine Sonderstellung haben Nietverbindungen im Flugzeugbau und Leichtbau, hier werden hoch automatisierte Nietverfahren praktiziert. Es gibt warm- und kaltgefügte Nieten. Warmnietung bei Stahlnieten ab Ø 10 mm. Diese werden in hellrotem Zustand geschlagen oder gepresst. Kaltvernietung bis Ø 8 mm sowie Niete aus Kupfer, Aluminium und deren Legierungen werden in kaltem Zustand bearbeitet. Durch das Stauchen des Nietschaftes in Achsrichtung füllt dieser das Nietloch vollständig aus und wird so radial gegen die Lochwandung gepresst. Nietverbindungen sind nicht lösbare Verbindungen, welche nur durch Beschädigung oder Zerstörung der gefügten Teile gelöst werden können. | |
| − | Nieten | ||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| + | == Anwendungsbeispiele == | ||
| + | <gallery> | ||
| + | Bild:A-380_Struktur-1.JPG|1. A-380 Struktur | ||
| + | Bild:Eifelturm 3.jpg|2. Eifelturm | ||
| + | Bild:1926_Brückenbau.jpg|3. Brückenbau | ||
| + | Bild:Brems08.jpg|4. Trommelbremse | ||
| + | </gallery> | ||
| + | == Vor- und Nachteile einer Nietverbindung == | ||
| + | <u>Vorteile:</u> | ||
| + | *Keine ungünstigen Werkstoffbeeinflussungen (Gefügeumwandlung beim Schweißen) | ||
| + | *Kein verziehen der Bauteile | ||
| + | *Ungleichartige Werkstoffe lassen sich verbinden | ||
| + | *Nietverbindungen sind leicht und sicher kontrollierbar und zu Not auch lösbar | ||
| + | *Nietverbindungen versagen nicht bei Überlastung schlagartig | ||
| + | *Blindnietsysteme sind sehr schnell und günstig herstellbar | ||
| − | + | <u>Nachteile:</u> | |
| − | + | *Bauteile werden durch die Bohrungen geschwächt | |
| + | *Es resultieren dadurch größere Querschnitte und ein höheres Gewicht | ||
| + | *Stumpfstöße lassen sich nicht ausführen | ||
| + | *Bauteile müssen überlappt oder mit Laschen verbunden sein | ||
| + | *In der Fertigung kostenintensiver als das Schweißen | ||
| − | + | == Nietarten und Formen == | |
| − | < | + | <gallery> |
| − | + | Bild:Blindniete_210.jpg|1. Blindniet | |
| − | + | Bild:halbrundniete.jpg|2. Halbrundniet | |
| + | Bild:Hohlnieten_2.jpg|3. Hohlniet | ||
| + | Bild:Rohrniete.jpg|4. Rohrniet | ||
| + | Bild:Senkniet.JPG|5. Senkniet | ||
| + | Bild:Schraubniet.JPG|6. Schraubniet | ||
| + | Bild:Senkschraubniet.JPG|7. Senkschraubniet | ||
| + | Bild:Schließringbolzen-1.JPG|8. Schließringbolzen | ||
| + | Bild:Schließringbolzen_bestimmung.jpg|9. Schließringbolzen Bestimmung | ||
| + | Bild:Nietarten_und_Formen.JPG|10. Diverse Nietarten und Formen | ||
| + | </gallery> | ||
| − | + | == Nietverfahren == | |
| − | + | *Blindniete werden durch das Herranziehen der Kugel am Sollbruchdorn zum Stauchen gebracht. ( siehe Bild oben ) | |
| − | |||
| − | |||
| − | |||
| − | |||
| − | + | *Halbrundniete werden durch Stauchen eines bolzenförmigen Hilfsfügeteiles hergestellt. | |
| − | |||
| − | |||
| + | *Hohlnieten durch Umlegen überstehender Teile eines Hohlnietes. | ||
| − | + | *Zapfennieten durch Stauchen des zapfenförmigen Endes an einem der beiden Fügeteile. | |
| − | + | *Hohlzapfennieten durch Umlegen überstehender Teile des hohlzapfenförmigen Endes an einem der beiden Fügeteile. | |
| − | + | *Schließringbolzen durch Einpressen des Schließringes in die Nuten des Bolzens und das Abreißen des Zugteils erfolgt ( immer ) durch das Einziehgerät. | |
| − | |||
| − | == | + | == Verbindungsart und Verwendung == |
| + | *Feste Verbindungen (Kraftverbindungen) kommen im Stahlbau, Kranbau und Brückenbau zum Tragen. | ||
| − | + | *Feste und dichte Verbindungen im Kesselbau und Druckbehälterbau. | |
| − | + | *Vorwiegend dichte Verbindungen im Behälterbau. | |
| − | + | ||
| − | + | *Haftverbindungen (Heftnietung) werden für Blechverkleidungen im Karosserie, Waggon und Flugzeugbau verwendet. | |
| − | |||
| − | + | == Werkstoffe == | |
| + | Da der Befestigungsvorgang der Nietverbindungen mit einer Verformung der Niete verbunden ist, kommen nur duktile Werkstoffe in Frage, wie z.B. Stahl USt 36 ( S235 JRG1 ), Kupfer, Messing, Aluminiumlegierungen. Grundsätzlich sollte das Niet aus dem selben oder aus einem gleichartigen Werkstoff bestehen um elektrochemische Korrosion zu vermeiden. | ||
| + | == Werkzeuge == | ||
| + | <gallery> | ||
| + | Bild:Vorhalteeisen.jpg|Vorhalteeisen | ||
| + | Bild:Pneumatikpopzug.jpg|Pneumatikpopzug | ||
| + | Bild:Popnietzange.jpg|Popnietzange | ||
| + | Bild:Niethammer.jpg|Niethammer | ||
| + | Bild:Nietquetsche_gross.jpg|Nietquetsche | ||
| + | Bild:Einsätze.jpg|Einsätze | ||
| + | Bild:Nietzange.jpg|Nietzange | ||
| + | Bild:Döpper.jpg|Döpper | ||
| + | Bild:Schließringbolzen_Einzieher-2.JPG|Schließringbolzen Einzieher | ||
| + | Bild:Schließringbolzen Abzieher.JPG|Schließringbolzen Abzieher | ||
| + | Bild:Nietlehre.JPG|Nietlehre | ||
| + | Bild:Schließringbolzen_Lehre-1.JPG|Schließringbolzen Lehre | ||
| + | </gallery> | ||
| − | + | == Herstellung einer Verbindung == | |
| − | |||
| − | |||
| + | Halbrundniete sind formbare Nieten, bei denen der Schließkopf des Nietes durch das Stauchen des Nietschaftes gebildet wird. Durch das Verformen des Nietschaftes wird dieser in der gesamten Länge gestaucht und füllt so die Nietbohrung. Der aus der Struktur herausragende Nietschaft wird dabei zum Schließkopf geformt.Während der Verformung des Nietschaftes entsteht eine Kaltverfestigung im Nietwerkstoff und der Werkstoff versprödet. Aus diesem Grunde soll die Verformung des Schließkopfes mit möglichst wenig Schlägen erreicht werden. | ||
| − | + | <gallery> | |
| + | Bild:Nietskizzen.jpg|1. Vorgang beim Umformen von Nieten | ||
| + | Bild:Niete-1.jpg|2. Quetschen eines Halbrundnietes | ||
| + | Bild:Nietenschiessen.jpg|3. Nietenschiessen | ||
| + | </gallery> | ||
| − | + | == Beurteilung von Nieten == | |
| − | |||
| − | |||
| − | + | <u>Prüfen des Nietschaftüberstandes und der Schließringstauchung</u> | |
| − | + | Für die Prüfung des Nietschaftüberstandes und der Schließringstauchung sind Prüflehren zu verwenden. Diese Prüflehren werden auf der Schließringseite aufgesetzt, dadurch ist eine Prüfung des Nietschaftüberstandes und/oder der Schließringverformung möglich. Die Handhabung der Lehren ist je nach Lehrentyp unterschiedlich. Es wird jedoch immer der maximale und der minimale Nietschaftüberstand zur Scheibenoberfläche geprüft. | |
| − | + | <gallery> | |
| + | Bild:Schliesskopfabmessungen.jpg|Prüfvorgaben für Halbrundniete | ||
| + | Bild:Nietlehre-Touch-Go.JPG|Touch Go: Bei Berührung Gut | ||
| + | Bild:Nietlehre-Touch-No-Go.JPG|Touch No Go: Bei Berührung nicht Gut | ||
| + | </gallery> | ||
| − | == | + | == Entfernen von beanstandeten Nieten == |
| − | + | Beim Entfernen von beanstandeten Nieten ist darauf zu achten, daß die Nietlöcher nicht beschädigt werden. Die Niete sind möglichst von der Setzkopfseite her zu entfernen. In dem unteren Bild sind mögliche Nietfehler ( Beschädigungen ) dargestellt und in den anderen die richtige vorgehensweise beim entfernen solcher. | |
| − | |||
| − | + | <u>Arbeitsschritte:</u> | |
| − | + | 1. Nietkopf zentrisch ankörnen ( bei dünnen Blechen muß beim Ankörnen gegengehalten werden ). | |
| − | |||
| − | |||
| − | + | 2. Anbohren bis auf Setzkopftiefe mit einem Bohrer, der um 0,2 mm kleiner ist als der Nietnenndurchmesser. Im Bedarfsfall darf auch tiefer gebohrt werden ( abhängig von der Klemmlänge ). | |
| − | + | 3. Nietkopf mit einem Splinttreiber durch leichtes Verkanten abbrechen. | |
| − | + | 4. Nietschaft mit einem Durchschlag, dessen Durchmesser etwas kleiner als der Nietschaftdurchmesser ist, austreiben. Dünne Bleche und nicht abgestützte Bauteile sind beim Austreiben abzustützen. | |
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| + | <gallery> | ||
| + | Bild:Nietfehler.JPG|Mögliche Nietfehler | ||
| + | Bild:Entfernen_eines_Nietes_1-1.jpg|1. und 2. Arbeitsschritt | ||
| + | Bild:Entfernen_eines_Nietes_2-1.JPG|3. Arbeitsschritt | ||
| + | Bild:Entfernen_eines_Nietes_3-1.JPG|4. Arbeitsschritt | ||
| + | </gallery> | ||
| − | + | == Korrosionsschutz == | |
| − | + | Spaltkorrosion entsteht in engen Spalten ( 0,05…0,4 ) sowie an Überlappungs- und Verbindungsstellen. Diese wird verursacht durch Feuchtigkeit innerhalb des Spaltes. | |
| − | + | Schwitzwasserkorrosion entsteht durch Kondensation von Wasser. | |
| − | '' | + | '''Konstruktionsregel: Unvermeidbare Hohlräume und Hohlprofile verschließen und so "Wassersäcke" vermeiden'''. Kontaktkorrosion tritt durch Verbund von Metallen mit unterschiedlichem Potenzial bei Einwirkung eines geeigneten Elektrolyten (Feuchtigkeit) auf. |
| − | + | Als mögliche Schutzmaßnahmen bei Spalt- und Kontaktkorrosion dienen Gesamtanstriche. | |
| − | |||
| − | |||
| − | |||
| − | + | == Arbeits- und Gesundheitsschutz == | |
| − | + | *Drucklufthämmer dürfen nie ohne Rückholfeder benutzt und nur betätigt werden, wenn sie auf dem Niet aufliegen. | |
| − | + | *Beim Nieten und gegenhalten in Hohlräumen schalldichte Ohrenklappen tragen. | |
| + | *Bevor man den Abzug des Niethammers betätigt ist darauf zuachten, dass der Partner mit dem Gegenhalter gegen das Niet hält. | ||
| + | *An schwer zugänglichen Stellen Gegenhalter durch Schnur oder Riemen mit dem Handgelenk verbinden. | ||
| + | *Schwingungsarme Nietwerkzeuge sind bevorzugt einzusetzen. | ||
| + | *Zur Lärmreduzierung zunächst versuchen Nietquetsche zu verwenden, anderenfalls schweren Gegenhalter oder stark eingestellten Niethammer benutzen. | ||
| − | |||
| − | |||
| − | |||
| − | |||
| − | + | == Wiederholungsfragen == | |
| − | |||
| − | + | 1. Wodurch wird der Formschluss beim Nieten erreicht? | |
| − | |||
| − | |||
| − | + | 2. Vergleiche Niet- und Schweißverbindungen hinsichtlich Kosten, Arbeitsaufwand etc. | |
| − | + | 3. Welche Nietarten kennen Sie? Nennen Sie mindestens 3 ! | |
| − | + | 4. Welche Werkstoffeigenschaft ist für Nietverbindungen erforderlich? | |
| − | |||
| − | + | 5. Wie werden Halbrundniete entfernt? | |
| − | |||
| − | |||
| − | + | 6. Was sind die Gründe für Korrosion an Nietverbindungen? Nennen Sie bitte mindestens 2 Gründe! | |
| − | + | 7. Nennen Sie mindestens 2 Maßnahmen zum Thema Arbeits- und Gesundheitsschutz beim Nieten. | |
| − | |||
| − | |||
| − | + | 8. Nennen Sie mindestens 2 Anwendungsbereiche wo Nietverbindungen vorteilhaft sind! | |
| − | |||
| − | |||
| + | 9. Wie sollten Nietverbindungen nach Möglichkeit beansprucht werden? | ||
| − | ' | + | [[Nietverbindungen: Lösung#Schalthebel|<span style="color: blue">Hier geht's zur Lösung!</span>]] |
| − | + | == Formeln == | |
| + | === Rohnietdurchmesser === | ||
| − | + | In Abhängigkeit von der kleinsten zu verbindenden Blechdicke "''t''" wird im Stahlbau der Rohnietdurchmesser ''d<sub>1</sub>'' auch nach der Gebrauchsformel gewählt: | |
| − | |||
| + | [[Bild:Formel_Nietlochdurchmesser2.jpg]] {{mark| RM-FS 7.1 (Roloff/Matek Formelsammlung, S. 59) }} | ||
| + | === Rohnietlänge === | ||
| + | Der Rohniet muss so lang sein, dass genügend Werkstoff zum Füllen des Nietloches und Schließkopfes vorhanden ist. Im einfachsten Fall ergibt sich die Rohnietlänge ''l'' aus der Summe aller Blechstärken zuzüglich des zur Kopfbildung Nietschaftüberstandes ''l<sub>ü</sub>'': | ||
| − | + | [[Bild:Formel_Nietlänge2.jpg]] {{mark| RM-FS 7.2 (Roloff/Matek Formelsammlung, S. 59) }} | |
| − | === | + | === Abscherspannung === |
| − | + | Für die Nachprüfung einer gegebenen Nietverbindung ist zu kontrollieren, ob die berechnete Abscherspannung ''τ''<sub>a</sub> kleiner als die zulässige Spannung ''τ''<sub>a zul</sub> ist: | |
| − | + | [[Bild:Formel_Abscherspannung2.jpg]] {{mark| RM-FS 7.3 (Roloff/Matek Formelsammlung, S. 59) }} | |
| + | * ''n'' = Nietzahl | ||
| + | * ''m'' = Schnittigkeit | ||
| + | * ''A'' = Schnittfläche | ||
| − | + | Zulässige Abscherspannungen gemäß Roloff/Matek Formelsammlung, S. 59 | |
| − | == | + | === Lochleibungsdruck === |
| − | + | Aus der Flächenpressung folgt für den Lochleibungsdruck ''σ''<sub>l</sub> eines Nietes folgende Gleichung: | |
| + | [[Bild:Lochleibungsdruck2.jpg]] | ||
| + | === Erforderliche Nietzahl === | ||
| + | Nietanzahl aufgrund der zulässigen Abscherspannung | ||
| + | Erforderliche Nietzahl aufgrund des zulässigen Lochleibungsdrucks | ||
| + | [[Bild:Formel_Nietzahl_Abscherspannung2.jpg]] | ||
| + | == Übungsaufgaben == | ||
| + | Rechenaufgaben: | ||
| − | + | 1. Nietwerkstoff: S235JR | |
| + | a) Kraft, die den Niet durch Abscherung zerstören würde. | ||
| + | |||
| + | b) zulässige Scherbeanspruchung bei üblicher, d. h. 1,7-facher Sicherheit. | ||
| + | [[Bild:Nietaufgabe1.JPG]] | ||
| + | 2. Es sollen zwei Bleche miteinander vernietet werden, auf die eine Zugkraft von 28 kN wirkt. Der Werkstoff ist aus S235. | ||
| + | a) Bestimmen Sie überschlägig Nietdurchmesser und Nietlänge anhand des Tabellenbuches. Die Auslegung soll nach den Richtwerten für Kranbau ermittelt werden. | ||
| + | b) Berechnen Sie anschließend zum Vergleich den Nietdurchmesser und die Nietlänge rechnerisch. | ||
| + | c) Ermitteln Sie laut Tabellen Buch ''T''<sub>azul</sub> nach Lastfall H für eine einschnittige Verbindung. | ||
| + | d) Berechnen Sie die benötigte Nietanzahl. | ||
| + | e) Dimensionieren Sie das erforderliche Nietbild. | ||
| + | [[Bild:Nietaufgabe3a.JPG]] | ||
| + | [[Nietverbindungen: Lösungen#Schalthebel|<span style="color: blue">Hier geht's zu den Lösungen!</span>]] | ||
| − | == | + | == Quellen== |
| + | Dieses sind die Werke welche als Vorlage gedient haben. | ||
| + | # Tabellenbuch Metall, 43. Auflage. Europa Verlag, ISBN 3-8085-1673-9, €21,50 | ||
| + | # Roloff/Matek: Maschinenelemente-Tabellenbuch, Vieweg Verlag, 18. Aufl. 2007, ISBN 3-834-80262-X, €36,90. | ||
| + | # Roloff/Matek: Maschinenelemente-Formelsammlung, Vieweg Verlag, 8. Aufl. 2006. ISBN 3-834-80119-4, €20,90. | ||
| + | # Allgemeine Internetnutzung, wie z.B. [http://www.wikipedia.de wikipedia] | ||
| + | {{www}} | ||
| + | * [[Media:Unterrichtseinheit_vom_14.08.2010_Nietverbindungen_-Kompatibilit_344tsmodus-%29.pdf|Powerpointpräsentation zum Thema, 14.08.2010 von S. Kellinghusen]] | ||
| + | * [[Media:Unterrichtseinheit_vom_14.08.2010_Rechnung_Nietverbindung.doc|Rechnung zum Thema, 14.08.2010 von S. Kellinghusen]] | ||
| + | * [[Media:Lochleibungsdruck.doc |Lochleibung zum Thema, 14.08.2010 von S. Kellinghusen]] | ||
| − | |||
| − | [[ | + | [[Kategorie: Entwicklung und Konstruktion]] |
Aktuelle Version vom 7. Oktober 2019, 10:00 Uhr
Inhaltsverzeichnis
- 1 Allgemeines
- 2 Anwendungsbeispiele
- 3 Vor- und Nachteile einer Nietverbindung
- 4 Nietarten und Formen
- 5 Nietverfahren
- 6 Verbindungsart und Verwendung
- 7 Werkstoffe
- 8 Werkzeuge
- 9 Herstellung einer Verbindung
- 10 Beurteilung von Nieten
- 11 Entfernen von beanstandeten Nieten
- 12 Korrosionsschutz
- 13 Arbeits- und Gesundheitsschutz
- 14 Wiederholungsfragen
- 15 Formeln
- 16 Übungsaufgaben
- 17 Quellen
- 18 Weblinks
Allgemeines
Das Nieten gehört zum Festigkeitsverfahren Fügen nach DIN 8593-0, wobei der Formschluss durch Umformen erreicht wird. Nietverbindungen erfordern einen hohen maschinellen Aufwand bei erheblichen Personalkosten. Daher werden diese wenn möglich durch Schweißverbindungen abgelöst, wie z.B. beim Druckbehälterbau. Eine Sonderstellung haben Nietverbindungen im Flugzeugbau und Leichtbau, hier werden hoch automatisierte Nietverfahren praktiziert. Es gibt warm- und kaltgefügte Nieten. Warmnietung bei Stahlnieten ab Ø 10 mm. Diese werden in hellrotem Zustand geschlagen oder gepresst. Kaltvernietung bis Ø 8 mm sowie Niete aus Kupfer, Aluminium und deren Legierungen werden in kaltem Zustand bearbeitet. Durch das Stauchen des Nietschaftes in Achsrichtung füllt dieser das Nietloch vollständig aus und wird so radial gegen die Lochwandung gepresst. Nietverbindungen sind nicht lösbare Verbindungen, welche nur durch Beschädigung oder Zerstörung der gefügten Teile gelöst werden können.
Anwendungsbeispiele

1. A-380 Struktur

2. Eifelturm

3. Brückenbau

4. Trommelbremse




Vor- und Nachteile einer Nietverbindung
Vorteile:
- Keine ungünstigen Werkstoffbeeinflussungen (Gefügeumwandlung beim Schweißen)
- Kein verziehen der Bauteile
- Ungleichartige Werkstoffe lassen sich verbinden
- Nietverbindungen sind leicht und sicher kontrollierbar und zu Not auch lösbar
- Nietverbindungen versagen nicht bei Überlastung schlagartig
- Blindnietsysteme sind sehr schnell und günstig herstellbar
Nachteile:
- Bauteile werden durch die Bohrungen geschwächt
- Es resultieren dadurch größere Querschnitte und ein höheres Gewicht
- Stumpfstöße lassen sich nicht ausführen
- Bauteile müssen überlappt oder mit Laschen verbunden sein
- In der Fertigung kostenintensiver als das Schweißen
Nietarten und Formen

1. Blindniet

2. Halbrundniet

3. Hohlniet

4. Rohrniet

5. Senkniet

6. Schraubniet

7. Senkschraubniet
- Fehler beim Erstellen des Vorschaubildes: Datei fehlt
8. Schließringbolzen
- Fehler beim Erstellen des Vorschaubildes: Datei fehlt
9. Schließringbolzen Bestimmung

10. Diverse Nietarten und Formen








Nietverfahren
- Blindniete werden durch das Herranziehen der Kugel am Sollbruchdorn zum Stauchen gebracht. ( siehe Bild oben )
- Halbrundniete werden durch Stauchen eines bolzenförmigen Hilfsfügeteiles hergestellt.
- Hohlnieten durch Umlegen überstehender Teile eines Hohlnietes.
- Zapfennieten durch Stauchen des zapfenförmigen Endes an einem der beiden Fügeteile.
- Hohlzapfennieten durch Umlegen überstehender Teile des hohlzapfenförmigen Endes an einem der beiden Fügeteile.
- Schließringbolzen durch Einpressen des Schließringes in die Nuten des Bolzens und das Abreißen des Zugteils erfolgt ( immer ) durch das Einziehgerät.
Verbindungsart und Verwendung
- Feste Verbindungen (Kraftverbindungen) kommen im Stahlbau, Kranbau und Brückenbau zum Tragen.
- Feste und dichte Verbindungen im Kesselbau und Druckbehälterbau.
- Vorwiegend dichte Verbindungen im Behälterbau.
- Haftverbindungen (Heftnietung) werden für Blechverkleidungen im Karosserie, Waggon und Flugzeugbau verwendet.
Werkstoffe
Da der Befestigungsvorgang der Nietverbindungen mit einer Verformung der Niete verbunden ist, kommen nur duktile Werkstoffe in Frage, wie z.B. Stahl USt 36 ( S235 JRG1 ), Kupfer, Messing, Aluminiumlegierungen. Grundsätzlich sollte das Niet aus dem selben oder aus einem gleichartigen Werkstoff bestehen um elektrochemische Korrosion zu vermeiden.
Werkzeuge

Vorhalteeisen

Pneumatikpopzug

Popnietzange

Niethammer

Nietquetsche

Einsätze

Nietzange

Döpper
- Fehler beim Erstellen des Vorschaubildes: Datei fehlt
Schließringbolzen Einzieher
- Fehler beim Erstellen des Vorschaubildes: Datei fehlt
Schließringbolzen Abzieher

Nietlehre
- Fehler beim Erstellen des Vorschaubildes: Datei fehlt
Schließringbolzen Lehre






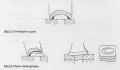
Herstellung einer Verbindung
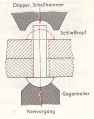
Halbrundniete sind formbare Nieten, bei denen der Schließkopf des Nietes durch das Stauchen des Nietschaftes gebildet wird. Durch das Verformen des Nietschaftes wird dieser in der gesamten Länge gestaucht und füllt so die Nietbohrung. Der aus der Struktur herausragende Nietschaft wird dabei zum Schließkopf geformt.Während der Verformung des Nietschaftes entsteht eine Kaltverfestigung im Nietwerkstoff und der Werkstoff versprödet. Aus diesem Grunde soll die Verformung des Schließkopfes mit möglichst wenig Schlägen erreicht werden.
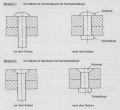
1. Vorgang beim Umformen von Nieten
2. Quetschen eines Halbrundnietes

3. Nietenschiessen



Beurteilung von Nieten
Prüfen des Nietschaftüberstandes und der Schließringstauchung
Für die Prüfung des Nietschaftüberstandes und der Schließringstauchung sind Prüflehren zu verwenden. Diese Prüflehren werden auf der Schließringseite aufgesetzt, dadurch ist eine Prüfung des Nietschaftüberstandes und/oder der Schließringverformung möglich. Die Handhabung der Lehren ist je nach Lehrentyp unterschiedlich. Es wird jedoch immer der maximale und der minimale Nietschaftüberstand zur Scheibenoberfläche geprüft.
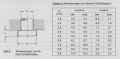
Prüfvorgaben für Halbrundniete
Touch Go: Bei Berührung Gut
Touch No Go: Bei Berührung nicht Gut



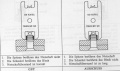
Entfernen von beanstandeten Nieten
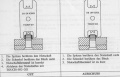
Beim Entfernen von beanstandeten Nieten ist darauf zu achten, daß die Nietlöcher nicht beschädigt werden. Die Niete sind möglichst von der Setzkopfseite her zu entfernen. In dem unteren Bild sind mögliche Nietfehler ( Beschädigungen ) dargestellt und in den anderen die richtige vorgehensweise beim entfernen solcher.
Arbeitsschritte:
1. Nietkopf zentrisch ankörnen ( bei dünnen Blechen muß beim Ankörnen gegengehalten werden ).
2. Anbohren bis auf Setzkopftiefe mit einem Bohrer, der um 0,2 mm kleiner ist als der Nietnenndurchmesser. Im Bedarfsfall darf auch tiefer gebohrt werden ( abhängig von der Klemmlänge ).
3. Nietkopf mit einem Splinttreiber durch leichtes Verkanten abbrechen.
4. Nietschaft mit einem Durchschlag, dessen Durchmesser etwas kleiner als der Nietschaftdurchmesser ist, austreiben. Dünne Bleche und nicht abgestützte Bauteile sind beim Austreiben abzustützen.
Mögliche Nietfehler
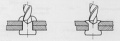
1. und 2. Arbeitsschritt
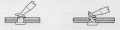
3. Arbeitsschritt
4. Arbeitsschritt


Korrosionsschutz
Spaltkorrosion entsteht in engen Spalten ( 0,05…0,4 ) sowie an Überlappungs- und Verbindungsstellen. Diese wird verursacht durch Feuchtigkeit innerhalb des Spaltes. Schwitzwasserkorrosion entsteht durch Kondensation von Wasser. Konstruktionsregel: Unvermeidbare Hohlräume und Hohlprofile verschließen und so "Wassersäcke" vermeiden. Kontaktkorrosion tritt durch Verbund von Metallen mit unterschiedlichem Potenzial bei Einwirkung eines geeigneten Elektrolyten (Feuchtigkeit) auf. Als mögliche Schutzmaßnahmen bei Spalt- und Kontaktkorrosion dienen Gesamtanstriche.
Arbeits- und Gesundheitsschutz
- Drucklufthämmer dürfen nie ohne Rückholfeder benutzt und nur betätigt werden, wenn sie auf dem Niet aufliegen.
- Beim Nieten und gegenhalten in Hohlräumen schalldichte Ohrenklappen tragen.
- Bevor man den Abzug des Niethammers betätigt ist darauf zuachten, dass der Partner mit dem Gegenhalter gegen das Niet hält.
- An schwer zugänglichen Stellen Gegenhalter durch Schnur oder Riemen mit dem Handgelenk verbinden.
- Schwingungsarme Nietwerkzeuge sind bevorzugt einzusetzen.
- Zur Lärmreduzierung zunächst versuchen Nietquetsche zu verwenden, anderenfalls schweren Gegenhalter oder stark eingestellten Niethammer benutzen.
Wiederholungsfragen
1. Wodurch wird der Formschluss beim Nieten erreicht?
2. Vergleiche Niet- und Schweißverbindungen hinsichtlich Kosten, Arbeitsaufwand etc.
3. Welche Nietarten kennen Sie? Nennen Sie mindestens 3 !
4. Welche Werkstoffeigenschaft ist für Nietverbindungen erforderlich?
5. Wie werden Halbrundniete entfernt?
6. Was sind die Gründe für Korrosion an Nietverbindungen? Nennen Sie bitte mindestens 2 Gründe!
7. Nennen Sie mindestens 2 Maßnahmen zum Thema Arbeits- und Gesundheitsschutz beim Nieten.
8. Nennen Sie mindestens 2 Anwendungsbereiche wo Nietverbindungen vorteilhaft sind!
9. Wie sollten Nietverbindungen nach Möglichkeit beansprucht werden?
Formeln
Rohnietdurchmesser
In Abhängigkeit von der kleinsten zu verbindenden Blechdicke "t" wird im Stahlbau der Rohnietdurchmesser d1 auch nach der Gebrauchsformel gewählt:
 RM-FS 7.1 (Roloff/Matek Formelsammlung, S. 59)
RM-FS 7.1 (Roloff/Matek Formelsammlung, S. 59)
Rohnietlänge
Der Rohniet muss so lang sein, dass genügend Werkstoff zum Füllen des Nietloches und Schließkopfes vorhanden ist. Im einfachsten Fall ergibt sich die Rohnietlänge l aus der Summe aller Blechstärken zuzüglich des zur Kopfbildung Nietschaftüberstandes lü:
 RM-FS 7.2 (Roloff/Matek Formelsammlung, S. 59)
RM-FS 7.2 (Roloff/Matek Formelsammlung, S. 59)
Abscherspannung
Für die Nachprüfung einer gegebenen Nietverbindung ist zu kontrollieren, ob die berechnete Abscherspannung τa kleiner als die zulässige Spannung τa zul ist:
 RM-FS 7.3 (Roloff/Matek Formelsammlung, S. 59)
RM-FS 7.3 (Roloff/Matek Formelsammlung, S. 59)
- n = Nietzahl
- m = Schnittigkeit
- A = Schnittfläche
Zulässige Abscherspannungen gemäß Roloff/Matek Formelsammlung, S. 59
Lochleibungsdruck
Aus der Flächenpressung folgt für den Lochleibungsdruck σl eines Nietes folgende Gleichung:

Erforderliche Nietzahl
Nietanzahl aufgrund der zulässigen Abscherspannung
Erforderliche Nietzahl aufgrund des zulässigen Lochleibungsdrucks

Übungsaufgaben
Rechenaufgaben:
1. Nietwerkstoff: S235JR
a) Kraft, die den Niet durch Abscherung zerstören würde.
b) zulässige Scherbeanspruchung bei üblicher, d. h. 1,7-facher Sicherheit.

2. Es sollen zwei Bleche miteinander vernietet werden, auf die eine Zugkraft von 28 kN wirkt. Der Werkstoff ist aus S235.
a) Bestimmen Sie überschlägig Nietdurchmesser und Nietlänge anhand des Tabellenbuches. Die Auslegung soll nach den Richtwerten für Kranbau ermittelt werden.
b) Berechnen Sie anschließend zum Vergleich den Nietdurchmesser und die Nietlänge rechnerisch.
c) Ermitteln Sie laut Tabellen Buch Tazul nach Lastfall H für eine einschnittige Verbindung.
d) Berechnen Sie die benötigte Nietanzahl.
e) Dimensionieren Sie das erforderliche Nietbild.

Quellen
Dieses sind die Werke welche als Vorlage gedient haben.
- Tabellenbuch Metall, 43. Auflage. Europa Verlag, ISBN 3-8085-1673-9, €21,50
- Roloff/Matek: Maschinenelemente-Tabellenbuch, Vieweg Verlag, 18. Aufl. 2007, ISBN 3-834-80262-X, €36,90.
- Roloff/Matek: Maschinenelemente-Formelsammlung, Vieweg Verlag, 8. Aufl. 2006. ISBN 3-834-80119-4, €20,90.
- Allgemeine Internetnutzung, wie z.B. wikipedia
Weblinks
- Nietverbindungen als Google-Suchbegriff
- Nietverbindungen in der Wikipedia
- Nietverbindungen hier in bs-wiki.de mit Google
- Nietverbindungen als Youtube-Video
- Powerpointpräsentation zum Thema, 14.08.2010 von S. Kellinghusen
- Rechnung zum Thema, 14.08.2010 von S. Kellinghusen
- Lochleibung zum Thema, 14.08.2010 von S. Kellinghusen